鐵路產(chǎn)品Ⅰ
鋼軌焊接生產(chǎn)線數(shù)控設備
SKJ-2500四向數(shù)控鋼軌校直機
本產(chǎn)品應用于鐵路焊軌廠或焊軌基地連續(xù)焊接生產(chǎn)線上,能對因鋼軌焊接后產(chǎn)生在焊縫左右的彎曲變形進行水平和垂直方向的自動無接觸激光檢測,及根據(jù)檢測結果采用電液比例校直系統(tǒng)進行校直,并可圖形顯示校直力及測量曲線,是光機電液一體化專用設備。
型號: SKJ-2500
最大垂直方向的校直力(KN): 2×2500
最大水平方向的校直力(KN): 2×1200
整機作業(yè)方向移動距離(mm): +3000/-1000
整機移動速度: 3-9m/min變頻可調(diào)
對鋼軌的有效測量長度(mm): 1000/1500
整機外形尺寸(mm): 4500×2200×2800
電源總功率(KW): 30
整機總重量(T): 約25
CKD-1580A焊前軌端除銹機
產(chǎn)品簡介:
本產(chǎn)品應用于鐵路焊軌廠或焊軌基地連續(xù)焊接生產(chǎn)線上,是對鋼軌兩軌端進行焊前除銹處理的機電液一體化專用設備,主要功能是能夠自動對鋼軌軌端端面以恒壓驅(qū)動砂輪進行除銹,對鋼軌端部頂面和底面的焊機電極接觸面進行具有自適應鋼軌功能的千葉輪除銹。
型號: CKD-1580A
軌頂軌底除銹長度(mm): 200-300(可設定)
軌頂軌底除銹寬度(mm): 軌頂:50-60
軌底:150
整機移動速度(m/min) 3~9(變頻可調(diào))
整機作業(yè)方向移動距離(mm): ±1000
外形尺寸(mm): 4050×2200×2680
電源總功率(Kw): 30.5(不含除塵裝置)
MK-1000鋼軌焊縫數(shù)控精磨機
本產(chǎn)品應用于鐵路焊軌廠或焊軌基地連續(xù)焊接生產(chǎn)線上,可對焊接后鋼軌焊縫處1.0米內(nèi)的范圍進行智能磨削,磨削長度可設定,以修除焊接時產(chǎn)生的焊瘤及修整和修復鋼軌表面的平直度,具有在線測量功能。
型號: MK-1000
砂輪直徑(mm): 150
磨削長度(mm): 400~1000(可設定)
磨削邊(可選定): 左/右/全斷面
整機作業(yè)方向移動距離(mm): ±2000
整機外形尺寸(mm): 5233×3550×2777
電源總功率(Kw): 29
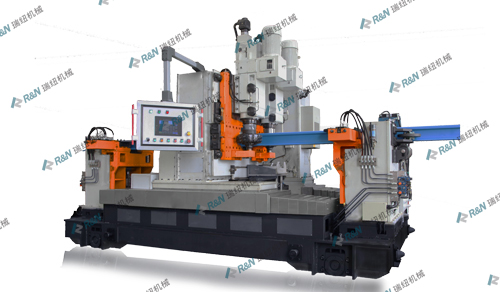
CKX-1000數(shù)控鋼軌焊縫全輪廓成形銑床
本產(chǎn)品應用于鐵路焊軌廠或焊軌基地連續(xù)焊接生產(chǎn)線上。對長鋼軌焊接推凸后的焊縫,依據(jù)測量數(shù)據(jù)數(shù)控成形銑刀沿鋼軌縱向進行全輪廓自動銑削,成形刀盤采用硬質(zhì)合金可轉(zhuǎn)位銑刀,刀片利用率高。是機電液一體化專用設備。
型號: CKX-1000
焊縫加工方式: 全輪廓成形銑削
銑削進給速度(mm/min): 32~100
整機作業(yè)方向移動距離(mm): +3000/-1000
外形尺寸(mm): 5020×2450×3022
電源總功率(Kw): 45
GSJ-80鋼軌輸送機
本產(chǎn)品應用于鐵路焊軌廠或焊軌基地連續(xù)焊接生產(chǎn)線上,僅用一臺鋼軌輸送機就能以最快每分鐘80米速度輸送500米的長鋼軌,并可確保鋼軌無礙吊離鋼軌輸送機。
型號: GSJ-80
輸送鋼軌形式: 旋轉(zhuǎn)滾輪組夾持加壓驅(qū)動式
夾持加壓鋼軌位置: 軌腰
夾持滾輪組數(shù)量(組): 2
夾持滾輪組開合行程(mm): 260
鋼軌輸送速度(m/min): 10~80變頻可調(diào)
電源總功率(KW): 19
GTD-500焊接型長鋼軌程控同步群吊
本產(chǎn)品是專門為鐵路部門長鋼軌焊接生產(chǎn)線研制開發(fā)配套的組群吊吊運裝置。可對500米長鋼軌36個吊具進行整體同步裝卸、橫向移位吊運,本系統(tǒng)通過程序設定自動定位抓軌和放軌,具有止擺功能,吊運過程中僅需1人操作,就可以完成吊軌作業(yè)。
型號: GTD-500
起吊鋼軌總長度(m): 500
單吊起吊重量(T): 3
吊具形式: 電動夾軌、止擺
鋼軌定位精度(mm): ±2
吊鉤運行速度(m/min): 水平方向:5~20(可調(diào))
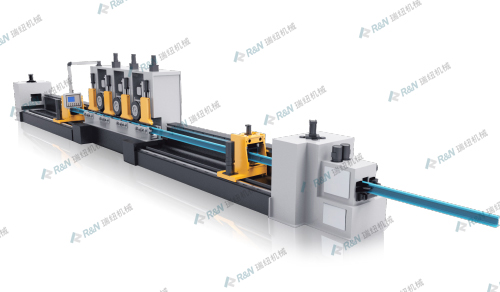
PRV-250兩銑一磨數(shù)控智能舊軌整形機
兩銑一磨數(shù)控智能舊軌整形機用于整修經(jīng)運營后線路上換下的舊鋼軌。對舊鋼軌軌頂表面、工作側(cè)面同時進行連續(xù)兩銑一磨整形,銑削與磨削均采用成形刀具切削方式。將舊鋼軌各類表面和近表面?zhèn)麚p及已老化的疲勞層去除并修復軌形,在整形銑削后面采用磨削砂輪對軌頂面進行磨削,以去除銑削整形后在舊軌頂面留下的魚鱗狀痕跡。
型號: PRV-250
加工方式: 兩銑一磨,采用成形刀具
銑削時鋼軌進給速度(m/min): 0~10
銑頭主軸轉(zhuǎn)速(r/min): 50~200
切屑回收裝置電機功率(kw): 50